Posted inWelding Processes Gas Metal-arc Welding (GMAW) Posted by admin August 2, 2021 Gas metal-arc welding (GMAW) also called as metal inert-gas (MIG) welding, In Gas metal-arc welding process the weld area…
Posted inWelding Processes Submerged-arc Welding (SAW) Posted by admin August 2, 2021 In Submerged-arc Welding (SAW), the weld arc is shielded by a granular flux consisting of lime,…
Posted inWelding Processes Brazing & Difference between Brazing and Soldering Posted by admin August 2, 2021 Brazing: Brazing is a metal joining processes, which is done by using the filler metal.…
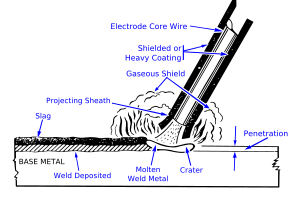
Posted inWelding Processes Shielded Metal-arc Welding (SMAW) Posted by admin August 2, 2021 Shielded metal arc welding (SMAW), also known as manual metal arc (MMA) welding or informally as stick welding,…
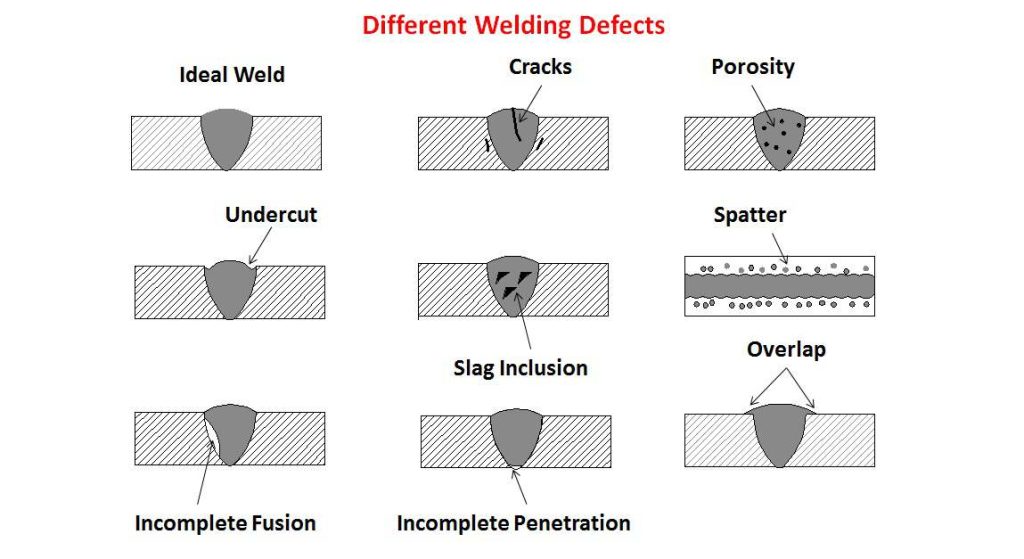
Posted inWelding Processes Defects in Welding Joints: Internal and External Posted by admin August 2, 2021 Defects in welding joints can be classified into two types as external and internal defects.…
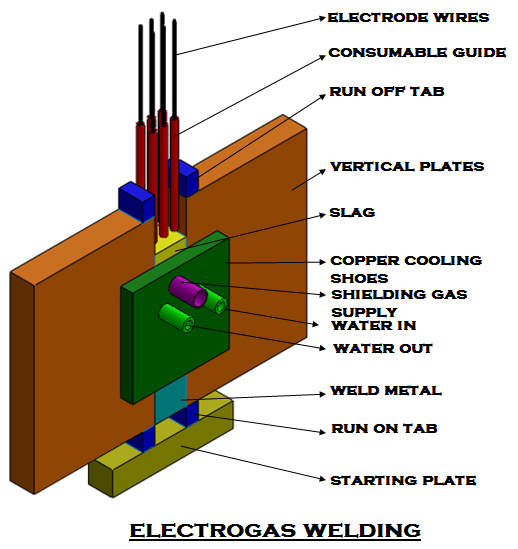
Posted inWelding Processes Electrogas Welding (EGW) Posted by admin August 2, 2021 Electrogas welding (EGW) is an vertical positioned arc welding process, is used for welding the edges of sections…
Posted inWelding Processes Flux-cored Arc Welding (FCAW) Posted by admin August 2, 2021 The flux-cored arc welding process is shown in image below is similar to Gas Metal-arc Welding, except…
Posted inWelding Processes Plasma-arc Welding (PAW) Posted by admin August 2, 2021 In Plasma-arc Welding (PAW) is an arc welding process, a concentrated plasma arc is produced…
Posted inWelding Processes Electroslag Welding (ESW) Posted by admin August 2, 2021 Electroslag welding (ESW) applications are similar to electrogas welding. The main difference is that the arc is started between the…
Posted inWelding Processes Gas Tungsten-arc Welding (GTAW) Posted by admin May 11, 2021 Gas Tungsten-arc Welding (GTAW) formerly known as TIG (Tungsten Inert Gas) welding, the filler metal is supplied…