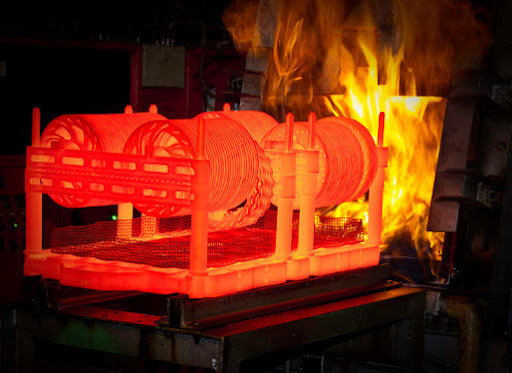
Water: Quenching can be done by plunging the hot steel in water. The water adjacent to the hot steel vaporizes, and there is no direct contact of the water with the steel. This slows down cooling until the bubbles break and allow water contact with the hot steel. As the water contacts and boils, a great amount of heat is removed from the steel. With good agitation, bubbles can be prevented from sticking to the steel, and thereby prevent soft spots. Water is a good rapid quenching medium, provided good agitation is done. However, water is corrosive with steel, and the rapid cooling can sometimes cause distortion or cracking. Salt Water: Salt water is a more rapid quench medium than plain water because the…
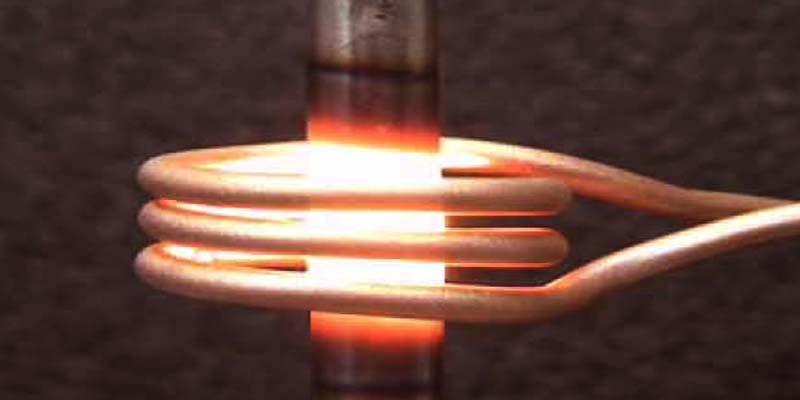
Hardness is a function of the Carbon content of the steel. Hardening of a steel requires a change in structure from the body-centered cubic structure found at room temperature to the face- centered cubic structure found in the Austenitic region. The steel is heated to Autenitic region. When suddenly quenched, the Martensite is formed. This is a very strong and brittle structure. When slowly quenched it would form Austenite and Pearlite which is a partly hard and partly soft structure. When the cooling rate is extremely slow then it would be mostly Pearlite which is extremely soft. Usually when hot steel is quenched, most of the cooling happens at the surface, as does the hardening. This propagates into the depth of the material. Alloying helps in the hardening and by determining the right alloy one can achieve the desired properties for the particular application.
Is a process done subsequent to quench hardening. Quench-hardened parts are often too brittle. This brittleness is caused by a predominance of Martensite. This brittleness is removed by tempering. Tempering results in a desired combination of hardness, ductility, toughness, strength, and structural stability. Tempering is not to be confused with tempers on rolled stock-these tempers are an indication of the degree of cold work performed. The mechanism of tempering depends on the steel and the tempering temperature. The prevalent Martensite is a somewhat unstable structure. When heated, the Carbon atoms diffuse from Martensite to form a carbide precipitate and the concurrent formation of Ferrite and Cementite, which is the stable form. Tool steels for example, lose about 2 to 4 points of hardness on the Rockwell C scale. Even though a little strength is sacrificed, toughness (as measured by…
Is an annealing process used for high carbon steels (Carbon > 0.6%) that will be machined or cold formed subsequently. This is done by one of the following ways: Heat the part to a temperature just below the Ferrite-Austenite line, line A1 or below the Austenite-Cementite line, essentially below the 727 ºC (1340 ºF) line. Hold the temperature for a prolonged time and follow by fairly slow cooling. Or Cycle multiple times between temperatures slightly above and slightly below the 727 ºC (1340 ºF) line, say for example between 700 and 750…
Is used to reduce residual stresses in large castings, welded parts and cold- formed parts. Such parts tend to have stresses due to thermal cycling or work hardening. Parts are heated to temperatures of up to 600 - 650 ºC (1112 - 1202 ºF), and held for an extended time (about 1 hour or more) and then slowly cooled in still air.
Is used to treat work-hardened parts made out of low-Carbon steels (< 0.25% Carbon). This allows the parts to be soft enough to undergo further cold working without fracturing. Process annealing is done by raising the temperature to just below the Ferrite- Austenite region, line A1on the diagram. This temperature is about 727 ºC (1341 ºF) so heating it to about 700 ºC (1292 ºF) should suffice. This is held long enough to allow recrystallization of the ferrite phase, and then cooled in still air. Since the material stays in the same phase through out the process, the only change that occurs is the size, shape and distribution of the grain structure. This process is cheaper than either full annealing or normalizing since the material is not heated to a very high temperature or cooled in a furnace.
Is the process of raising the temperature to over 60 º C (108 ºF), above line A3 or line ACM fully into the Austenite range. It is held at this temperature to fully convert the structure into Austenite, and then removed form the furnace and cooled at room temperature under natural convection. This results in a grain structure of fine Pearlite with excess of Ferrite or Cementite. The resulting material is soft; the degree of softness depends on the actual ambient conditions of cooling. This process is considerably cheaper than full annealing since there is not the added cost of controlled furnace cooling.
Is the process of slowly raising the temperature about 50 ºC (90 ºF) above the Austenitic temperature line A3 or line ACM in the case of Hypoeutectoid steels (steels with < 0.77% Carbon) and 50 ºC (90 ºF) into the Austenite-Cementite region in the case of Hypereutectoid steels (steels with > 0.77% Carbon). It is held at this temperature for sufficient time for all the material to transform into Austenite or Austenite-Cementite as the case may be. It is then slowly cooled at the rate of about 20 ºC/hr (36 ºF/hr) in a furnace to about 50 ºC (90 ºF) into the Ferrite-Cementite range. At this point, it can be cooled in room temperature air with natural convection. The grain structure has coarse Pearlite with ferrite or Cementite (depending on whether hypo or hyper eutectoid). The steel becomes soft and ductile.
Cast iron is used in a wide variety of structural and decorative applications, because it is relatively inexpensive, durable and easily cast into a variety of shapes. Most of the typical uses include: - historic markers and plaques - hardware: hinges, latches - columns, balusters - stairs…