Materials are so important in the development of civilization that we associate ages with them. In the origin of human life on earth, the Stone Age, people used only natural materials like stone, clay, skins, and wood. When people found copper and how to make it harder by alloying, the Bronze Age started about 3000 BC. The use of iron and steel, stronger materials that gave advantage in wars started at about 1200 BC. The next big step was the discovery of a cheap process to make steel around 1850, which enabled the railroads and the building of the modern infrastructure of the industrial world.
A material is defined as a substance (most often a solid, but other condensed phases can be included) that is intended to be used for certain applications. There are a myriad of materials around us—they can be found in anything from buildings to spacecraft’s. Materials can generally be divided into two classes: crystalline and non-crystalline. The traditional examples of materials are metals, ceramics and polymers. New and advanced materials that are being developed include semiconductors, nanomaterials, biomaterials etc. The material of choice of a given era is often a defining point. Phrases such as Stone Age, Bronze Age, Iron Age, and Steel Age are great examples. Originally deriving from the manufacture of ceramics and its putative derivative metallurgy, materials science is one of the oldest forms of engineering and applied science. Modern materials science evolved directly from metallurgy, which itself evolved from mining and (likely) ceramics and the use of fire. A major breakthrough in the understanding…
Materials science, also commonly known as materials science and engineering, is an interdisciplinary field which deals with the discovery and design of new materials. This relatively new scientific field involves studying materials through the materials paradigm (synthesis, structure, properties and performance). It incorporates elements of physics and chemistry, and is at the forefront of Nano science and nanotechnology research. In recent years, materials science has become more widely known as a specific field of science and engineering.
High frequency ultrasonic (sound) waves are applied to the test piece by a Piezoelectric crystal. If the test piece is free from cracks, or flawless, then it reflects ultrasonic waves without distortion. If there are any flaws in the specimen, the time taken by the ultrasonic waves will be less as the reflection of these waves will be from flaw points and not from the bottom of the specimen. Cathode ray oscilloscope (CRO) is used to receive the sound signals, whose time base circuit is connected to it. Knowing the time interval between the transmission of the sound pulse and the reception of the echo signal, we can calculate the depth of the crack. This test is a very fast method of inspection and often used to test aerospace components and automobiles. This test is generally used to detect internal cracks like shrinkage cavities, hot tears, zones of corrosion and non-metallic inclusions.
Corrosion of Metals The corrosion resistance of metals and alloys is a basic property related to the easiness with which these materials react with a given environment. Corrosion is a natural process that seeks to reduce the binding energy in metals. The end result of corrosion involves a metal atom being oxidized, whereby it loses one or more electrons and leaves the bulk metal. The lost electrons are conducted through the bulk metal to another site where they are reduced. In corrosion parlance, the site where metal atoms lose electrons is called the anode, and the site where electrons are transferred to the reducing species is called the cathode. Pure metals are used in many applications. Copper, for example, is used to make the wire which goes inside electrical cables. Copper was chosen because it can be drawn into long thin wires very easily (it is ductile) and because it is a good conductor of electricity. Pure aluminum can also be used in wiring. It is also used as a cladding material for aluminum alloy substrates. Currently there are 86 known metals. Before the 19th century only 24 of these metals had been discovered and, of these 24 metals, 12 were discovered in the 18th century. Therefore, from the…
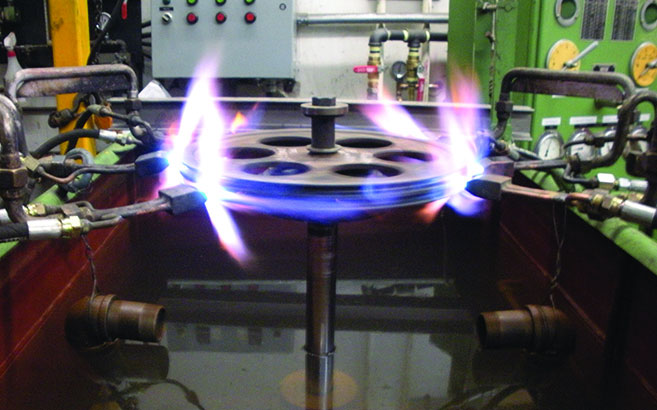
Flame hardening is another procedure that is used to harden the surface of metal parts. When you use an oxyacetylene flame, a thin layer at the surface of the part is rapidly heated to its critical temperature and then immediately quenched by a combination of a water spray and the cold base metal. This process produces a thin, hardened surface, and at the same time, the internal parts retain their original properties. Whether the process is manual or mechanical, a close watch must be maintained, since the torches heat the metal rapidly and the temperatures are usually determined visually. Flame hardening may be either manual or automatic. Automatic equipment produces uniform results and is more desirable. Most automatic machines have variable travel speeds and can be adapted to parts of various sizes and shapes. The size and shape of the torch depends on the part. The torch consists of a mixing head, straight extension tube,…
Heat Treatment is the controlled heating and cooling of metals to alter their physical and mechanical properties without changing the product shape. Heat treatment is sometimes done inadvertently due to manufacturing processes that either heat or cool the metal such as welding orforming. Heat Treatment is often associated with increasing the strength of material, but it can also be used to alter certain manufacturability objectives such as improve machining, improve formability, restore ductility after a cold working operation. Thus it is a very enabling manufacturingprocess that can not only help other manufacturing process, but can also improve product performance by increasing strength or other desirable characteristics. Steels are particularly suitable for heat treatment, since they respond well to heat treatment and the commercial use of steels exceeds that of any other material. Steels are heat treated for one of the following reasons: 1. Softening 2. Hardening 3. Material modification Softening: Softening is done to reduce strength or hardness, remove residual stresses, improve toughness, restore ductility, refine grain size or change the electromagnetic properties of the steel. Restoring ductility or removing residual stresses is a necessary operation when a large amount of cold working is to be performed, such as in a cold-rolling…
NDT is the method of detection and measurement of properties or condition of materials, structures, machines without damaging or destroying their operational capabilities. Examples ofNDT are: magnetic dust method, penetrating liquid method, ultrasonic test and radiography. All NDTs are used to detect various types of flaws on the surface of material or internal inclusions of impurities and these techniques are also very useful during preventive maintenance and repair. There are few techniques which do not require any special apparatus and are quite simple to handle and only a moderate skill being required. Some of the applications of NDTs are detecting: (i) surface cracks (ii) material composition (iii) internal inclusions (iv) internal voids and discontinuities and (v) condition of internal stresses.