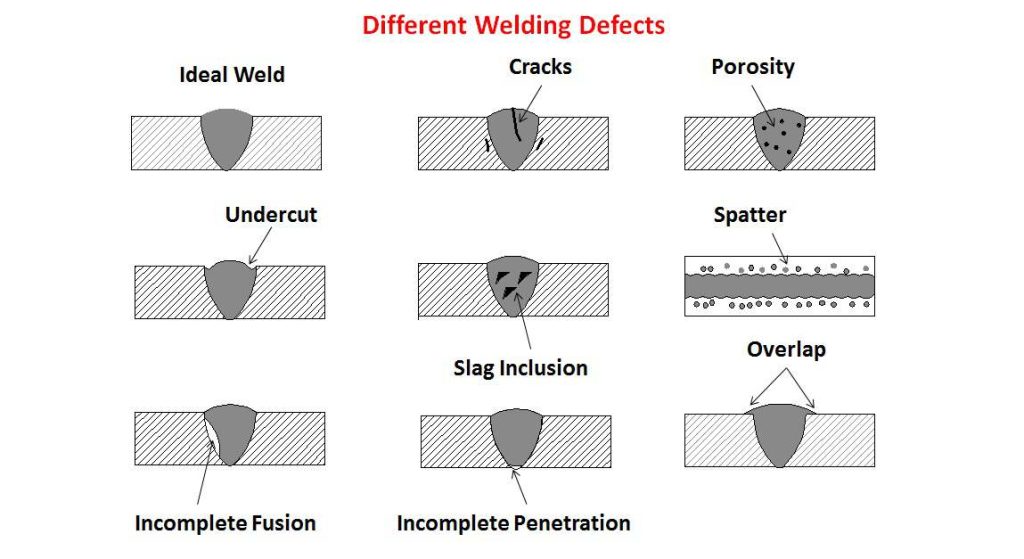
Defects in welding joints can be classified into two types as external and internal defects.
· External Defects in Welding
· Internal Defects in Welding
1. External Defects in welding:
External defects of welding includes overlap, undercut, spatter, crater, excessive convexity, excessive concavity, surface porosity, surface cracks.
1.1 Overlap:

Reasons:
§ Magnetic arc blow.
§ Excessive size of electrodes.
§ Use old small welding speeds during joining of small thickness plates.
§ Excessive current conditions.
1.2 Undercut

Undercut area appears like small notch in the weld interface.
Reasons:
§ Use of magnetic arc blow with direct current straight polarity.
§ Undersize electrode and insufficient current conditions etc.
§ Use of high welding speeds during joining of large thickness plates.
§ Excessive arc length.
§ Excessive side manipulation.
§ Use of damp electrodes.
1.3 Spatter:
During welding operation due to force of arc, some of the molten metal particles are jumping from weldpool and falling into other areas of plate is called as spatter.
Reasons:
§ Use of low welding speeds during joining of large thickness plates.
§ Excessive arc length.
§ Use of sample electrodes.
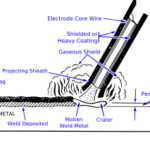
1.4 Crater:
§ At the end of welding in Gas Welding a shallow spherical depression is produced known as crater.
§ crater -This is due to improper welding technique and is formed at the end of weld run.
§ This may be remedied by proper manipulation of the electrode. when finishing a weld the operator should not draw away the arc quickly but should maintain the arc without moment until the crater is filled up.
§ On re-striking the arc, to continue the weld bead, the arc should struck approximately 15mm in front of the previous bead and travel backwards and then forward the direction of welding.
Reason:
Incorrect torch angle or use of large angle at the end of weld bead.
1.5 Excessive Convexity:
Reasons:
§ Use of low welding speed with direct current reverse polarity.
§ excessive current conditions.
§ Use of large size electrodes for joining of small thickness plates.
1.6 Surface Porosity:
§ Porosity is a group of small voids whereas blow holes or gas pockets are comparatively bigger isolated holes are cavities.
§ They occur mainly due to entrapped gases.
§ The parent metal melted under the arc tends to absorb gases like H2, CO, N2 and O2 from atmosphere.
§ These gases may also be produced due to coating gradients in the electrode (or) moisture, oil, grease etc., on the base metal. The causes may summarized as
§ Improper coating of electrode.
§ Longer arc.
§ High welding currents.
§ Incorrect welding techniques.
§ Electrodes with damp coating.
§ Rust, oil, grease etc on the job.
§ High Sulphur and carbon contents in base metal.
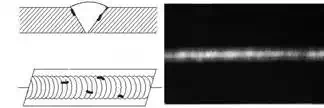
1.7 Surface Cracks:
Cracks (both external and internal):
§ Cracks may be on the microscopic or macroscopic scale.
§ They may appear in the base metal, base metal – weld metal boundary or in the weld metal. The crack may be on the weld surface or inside causes are
§ Rigidity of the joint (the members are not free to expand or contract).
§ Poor ductility of the base metal.
§ High sulphur and carbon content of these metal.
§ Electrode with the H2 content.
§ Presence of residual stresses.
§ Joining of high thermal expansion materials without preheating.
§ Joining of high thermal expansion materials without preheating.
§ Welding of ferrous materials by using hydrogen as shielding gas.
2. Internal defects in welding:
Internal defects include slag inclusion, lack of fusion, necklace cracking and incomplete filled groove.
2.1 Slag Inclusion:
§ Slag is formed by reaction with the fluxes and is generally lighter.
§ It has low density. So it will float on the top of the weld pool. And would chipped off after solidification.
§ However, the stirring action of the high intensity arc would force the slag to go into weld pool and if there is not enough time for it to float, it may get solidification inside the fusion and end up as slag inclusion.
Reasons:
§ Use of forehead welding technique in welding.
§ Incorrect select of flux powder.
§ Improper cleaning of weld bead in multipass welding.
§ Undercut on previous pass.
§ Incorrect manipulation of the electrode. Slag inclusion like property weakens the metal by providing the discontinuities.
2.2 Lack of fusion:
Reasons:
1. Incorrect torch angle in gas welding
2. Insufficient current conditions in Arc welding.
3. Joining of high melting point and high thermal conductivity
2.3 Necklace cracking:
In case Electron Beam weld does not penetrate fully, a blind weld results. In such situations, the molten metal is unable to flow into the penetration cavity and wet the side walls of the work pieces. This will result in cracking, known as “Necklace Cracking” and has been noticed in all materials such as Ti alloys, stainless steels, nickel base alloys and carbon steels.
2.4 Incompletely filled groove:
Occurs in butt welds.
Causes for incompletely filled groove are:
§ Inadequate deposition of weld metal.
§ Use of incorrect size of electrode.