Gas Tungsten-arc Welding (GTAW) formerly known as TIG (Tungsten Inert Gas) welding, the filler metal is supplied from a filler wire as shown in the figure below. The tungsten electrode is not used during this welding operation, a constant and stable arc gap is maintained at a constant current level. The filler metals are similar to the metals to be welded and flux is not used. The shielding gas used in this welding process is usually argon or helium (or a mixture of these both gases). Welding with gas tungsten-arc welding may be done without using filler metals. for example, in the welding of close-fit joints.
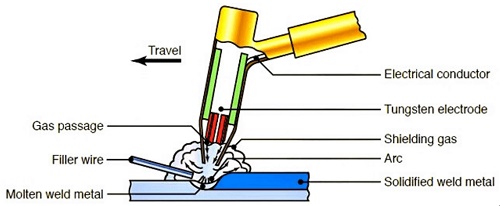
Schematic diagram of Gas Tungsten-arc welding process
Depending on the type of metals to be welded, the power supply is either DC at 200A or AC at 500A (see below image). In general, AC is preferred for welding metals aluminium and magnesium, because the cleaning action of AC removes oxides and improves weld quality. Thorium or zirconium can be used in the tungsten electrodes to improve their electron emission characteristics. The power supply ranges from 8 to 20 kW. Contamination of the tungsten electrode by the molten metal can be a major problem, particularly in critical applications, because it can cause discontinuities in the weld. Contact of the electrode with the molten-metal pool should be avoided.

Equipments used for gas tungsten-arc welding operations
The gas tungsten-arc welding process is used for a wide variety of applications and metals, particularly aluminium, magnesium, titanium and the refractory metals. It is highly suitable for thin metals. The cost of the inert gas makes this process more expensive than Shielded Metal-arc Welding but provides welds of very high quality and surface finish. The equipment used for gas tungsten-arc welding process is portable.
Applications of Gas Tungsten-arc Welding:
§ Originally developed for welding Aluminium and Magnesium.
§ The other metals are Stainless steel, High carbon steel, Copper, Monel(Ni + Cu+ Fe + Mg)), Inconel (Cu + Cr + Fe), Brass, Bronze, Silver, Molybdenum etc.
§ This process is used for joining various combinations of dissimilar metals like brazing and braze welding.
§ Pipe work required for high pressure steam lines, chemical and petroleum industries.
§ Welding of air craft frame, jet engine casing, rocket motor casing.
§ Accuracy welding of parts in atomic energy.
§ Expansions bellows, transistors cases, instrument diagrams etc.
Advantages of Gas Tungsten-arc Welding:
§ Gas Tungsten-arc welds are stronger and more ductile.
§ No danger corrosion due to no flux is used.
§ No post weld cleaning because of no slag.
§ Wide variety of joints can be made because no flux is used.
§ There is very little or no smoke, fumes or sparks at all. This helps in making a neat and sounder weld.
§ As the shielding gas is transparent, operator can clearly observe the weld.
§ Fusion welds can be made in merely all commercial metals.
Limitations of Gas Tungsten-arc Welding:
§ Because of usage of inert gas, coolant and coolant pump etc the cost of Tungsten Inert Gas welding is very high.
§ Maximum thickness of plate which can be joined by this welding process directly is up to 5mm.
§ For welding of above 5 mm thickness plate additional filler rod must be used.
§ Even though tungsten electrode is not melting but at high temperature the atoms of tungsten may get diffused from the tip of electrodes and entering into the weld pool which will increase the brittleness of weld bead.