Cylindrical rollers with their lengths equal to their diameters may be used as gauges, secondary to block gauges (slip gauges). These are produced to fine tolerances.
These gauges are otherwise called as Gauge blocks or Block gauges and are universally accepted as end standards of length in industry. Slip gauges are rectangular blocks of high grade steel (or tungsten carbide) with less co-efficient of thermal expansion. These blocks are highly hardened (more than 800 HV) through out to ensure maximum resistance to wear and are then stabilised by heating and cooling successively in stages so that the hardening stresses are removed. After hardening, they are subjected to lapping to a high degree of finish, flatness and accuracy. The cross sections of these gauges are 9 x 30 mm for sizes up to 10 mm and 9 x 35 mm for larger sizes. The dimension (height) is marked on one of the measuring faces of gauge blocks. Wringing of Slip gauges: The slip gauges are wrung together by hand through a combined sliding and twisting motion. The air gap between the gauge faces is expelled out and the adhesion is caused partly by molecular attraction and partly by atmospheric pressure. The gap between the two wrung slip gauges is only of the order of 0.00635 m which is negligible. Selection of Slip gauges…
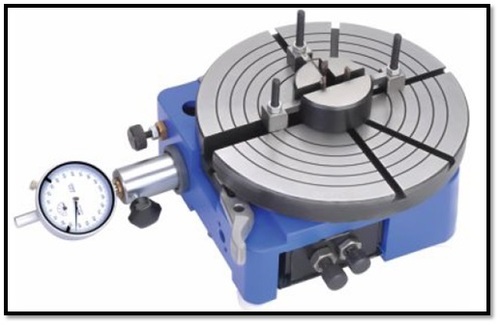
It is a precision instrument employed to compare the dimension of a given component with a working standard (generally slip gauges). It does not measure the actual dimension but indicates how much it differs from the basic dimension (working standard). Uses of Comparator: For calibrating the working gauges Used as working gauges Used as final inspection gauges Essential characteristics of a good Comparator: Robust design and construction…