Powder metallurgy is a branch of material science which deals with manufacturing of products from the powders of the materials. This metallurgical process is gaining importance day by day. Some of the
most important applications of the powder metallurgical parts
are
a. Porous bearings which are prepared by this process are used for starters, clutches, brakes, wipers, shafts etc.
b. The powders plays a prominent role in the defense for the development of the aircrafts, missiles etc
c. Productions of super alloys which are used for sustaining very high temperatures are possible only to manufacture by this method.
d. Metal powders play very important role in aerospace for the manufacturing of rockets, satillites etc
e. Many miscellaneous applications like preparation of watches, timing devices, type writer, adding machines etc.
The whole process in powder metallurgy for
manufacturing a part comprises six steps
. They are
1) Generation of powder
2) Blending or mixing
3) Compacting
4) Sintering
5) Sizing (or) impregnation
6) Inspection
Generation of powder
Powders are manufactured by various methods. The size of the powder largely effects the properties of the part produced. Some of the methods to generate the powders are
1) Mechanical processes
a. Machining
b. Crushing
c. Milling
d. Shotting
e. Graining
f. Atomization
2) Physical processes
a. Condensation
b. Thermal decomposition
3) Chemical processes
a. Reduction
b. Intergrannular corrosion
c. Generation of powders from aqueous solutions by precipitation
d. Electro chemical process
A right type of powder should be employed for producing a part with required properties.
Blending or mixing
Powders are to be blended or mixed properly for obtaining the required properties after sintering. In this process the powder and blender are mixed together very finely. A lubricant is also employed some times to reduce the friction and hence obtaining a finer mixing. The lubricant should be removed of the die before submitting it for sintering as the presence of lubricant may change the properties of the final object. Many types of blenders are being used for the manufacturing of various parts by powder metallurgy technique.
Compacting
Compacting is done for shaping of the powder in to the required shape. In this the mixed mixture is subjected to pressure and due to the application of pressure the gap between the molecules gets reduced and the powder becomes compact and gains sufficient strength to with stand ejection and handling. Pressures applied on the powder should be strictly regulated as if low pressures are applied on then the part generated will be very fragile in nature. If the pressure applied is more then there may be a deformation of tool. In general a pressure of 1to 150N.m2. Compacting is done by
various processes
like
a. Isostatic pressing
b. Explosive forming
c. Powder rolling or roll compacting
d. Powder extrusion
e. Vibratory compacting
In addition to the forming of poper shape compacting also have
other important effects
1) Density of the material is increased by removing the voids in the material
2) Adhesion and cold welding provides sufficient green strength to the part
3) Powders are plastically deformed by this due to this re crystallization occurs easily during sintering
4) Due to plastic deformation of the powder particles the contact area between the particles increases and hence helping in developing the green strength of the particle and also facilitating subsequent sintering
Other than compaction
shaping of powders
can also be done by various other processes like
1) Hot compaction
2) Hot extrusion
3) Hot rolling
4) Hot isostatic compaction
5) Hot coning
6) Powder (or) sinter forging
Sintering
This process is carried out for increasing the strength and also the hardness of the part. In this the part is subjected to heating without any pressure for certain period of time under highly controlled conditions.
Sintering is concerned with
a. Diffusion
b. Densification
c. Re crystalisation and grain growth
Diffusion
This occurs on the surface of the part when the temperature starts increasing
Densification
In this the porosity present in the green compact is reduced and
compactness increases and particle contact area also get increased. Due to this densification the part size gets reduced. This reduction in size of the part is not uniform as the density varies so there may be a chance of failure to take place due to change in the densities and volume.
Recrystallization and grain growth
This occurs between the contact surface which leads to a structure similar to the original component to be produced.
Depending on the temperature
of sintering these are classified in to two types
1) Solid phase sintering
2) Liquid phase sintering
In
solid phase sintering
the part to be sintered is heated to a temperature above the Recrystallization temperature.
In
liquid phase sintering
the part to be sintered is heated to a temperature above the melting point of one of its components or the melting point of the alloy formed.
It is very necessary to maintain a proper atmosphere while sintering. Vaccum is preferred than maintaining a proper atmosphere. The atmosphere maintained during sintering may be either reducing or oxidizing or neutral.
Of all reducing atmosphere is most commonly used.
Sizing or impregnation
From the above we understood that during the process of densification in sintering there may be a variation in size. So after sintering the produced part is checked by using a master die and pressure is applied over the part. This process is called sizing. Because of this process the interconnected porosity of the part gets closed and it will be not possible to fill the pores with oil or any other metal. So sizing is not frequently adopted. A pre machining operation is adopted before impregnation.
Testing and inspection
A component is to be checked clearly about its properties and other things before it is employed for the work. Some of the most commonly performed
tests
are
1) Compressive strength
2) Tensile strength
3) Porosity
4) Density
5) Hardness
6) Composition
7) Microstructure etc.
Inspection is done on the size shape tolerances and the total number of defects. After all this if the parts is qualified then it is used for the real time applications
The properties of the products obtained by sintering process depends on the following
parameters
1) Size of particles
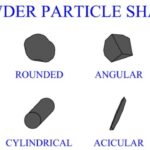
2) Shape of particles
3) Distribution of particles
4) Porosity of particles
5) Density of particles
6) Chemical composition of particles
7) Surface characteristics of particles
8) Compacting pressure
9) Type of lubricant used during mixing (or) blending
10) Sintering temperature
11) Sintering time
12) Sintering type employed
13) Type of atmosphere maintained