Laser–Beam Machining (LBM)
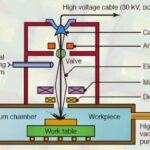
Electron Beam Machining (EBM)
Plasma Arc Machining (PAM)
Laser–Beam Machining
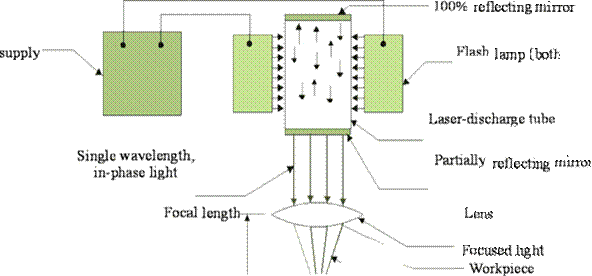
Laser-beam machining is a thermal material-removal process that utilizes a high-energy, Coherent light beam to melt and vaporize particles on the surface of metallic and non-metallic work pieces. Lasers can be used to cut, drill, weld and mark. LBM is particularly suitable for making accurately placed holes. A schematic of laser beam machining is shown in Figure
Different types of lasers are available for manufacturing operations which are as follows:
• CO2 (pulsed or continuous wave): It is a gas laser that emits light in the infrared region. It can provide up to 25 kW in continuous-wave mode.
 • Nd:YAG: Neodymium-doped Yttrium-Aluminum-Garnet (Y3Al5O12) laser is a solid- state laser which can deliver light through a fiber-optic cable. It can provide up to 50
• Nd:YAG: Neodymium-doped Yttrium-Aluminum-Garnet (Y3Al5O12) laser is a solid- state laser which can deliver light through a fiber-optic cable. It can provide up to 50
 kW power in pulsed mode and 1 kW in continuous-wave mode.
kW power in pulsed mode and 1 kW in continuous-wave mode.
Figure: Laser beam machining schematic
Applications
LBM can make very accurate holes as small as 0.005 mm in refractory metals ceramics, and composite material without warping the work pieces. This process is used widely for drilling
Laser beam cutting (drilling)
• In drilling, energy transferred (e.g., via Nd YAG laser) into the workpiece melts the material at the point of contact, which subsequently changes into a plasma and leaves the region.
• A gas jet (typically, oxygen) can further facilitate this phase transformation and departure of material removed.
• Laser drilling should be targeted for hard materials and hole geometries that are difficult to achieve with other methods.
A typical SEM micrograph hole drilled by laser beam machining process employed in making a hole is shown in Figure
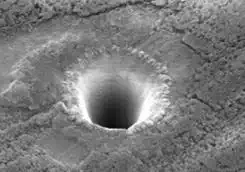
Figure: SEM micrograph hole drilled in 250 micro meter thick Silicon Nitride with 3rd harmonic Nd: YAG laser
Laser beam cutting (milling)
• A laser spot reflected onto the surface of a workpiece travels along a prescribed trajectory and cuts into the material.
• Continuous-wave mode (CO2) gas lasers are very suitable for laser cutting providing
High-average power, yielding high material-removal rates, and smooth cutting surfaces
Advantage of laser cutting
• No limit to cutting path as the laser point can move any path.
• The process is stress less allowing very fragile materials to be laser cut without any support.
• Very hard and abrasive material can be cut.
• Sticky materials are also can be cut by this process.
• It is a cost effective and flexible process.
• High accuracy parts can be machined.
• No cutting lubricants required
• No tool wear
• Narrow heat effected zone
Limitations of laser cutting
• Uneconomic on high volumes compared to stamping
• Limitations on thickness due to taper
• High capital cost
• High maintenance cost
• Assist or cover gas required