
In Plasma-arc Welding (PAW) is an arc welding process, a concentrated plasma arc is produced and directed towards the weld area. The arc is stable and reaches temperatures as high as 33,000°C. A plasma is an ionised very hot gas composed of nearly same numbers of electrons and ions. The plasma starts between the tungsten electrode and the orifice by a low current pilot arc. What makes plasma-arc welding unlike other processes is that the plasma arc is concentrated because it is forced through a relatively small orifice. Operating currents usually are less than 100 A. When a filler metal is used it is fed into the arc as is done in Gas Tungsten-arc Welding. Arc and weld-zone shielding is supplied by means of an outer-shielding ring and the use of inert gases like argon, helium or mixtures.
There are two methods of plasma-arc welding:
§ In the transferred-arc method of plasma-arc welding(in pic left side), the workpiece being welded is part of the electrical circuit. The arc transfers from the electrode to the work piece hence the term transferred.
§ In the non transferred-arc method of plasma-arc welding(in pic right side), the arc occurs between the electrode and the nozzle and the heat is carried to the workpiece by the plasma gas. This thermal-transfer mechanism is similar to that for an oxy-fuel flame.
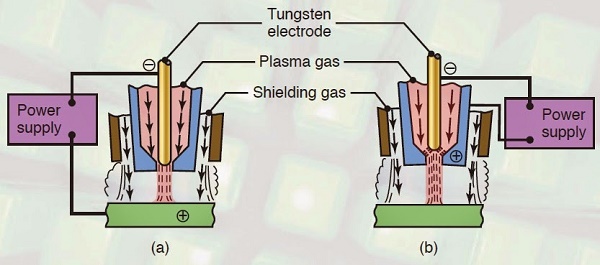
Two methods of plasma-arc welding processes (a) transferred and (b) non transferred
Compared to other arc welding processes, Plasma-arc Welding process has better arc stability, less thermal distortion and higher energy concentration, thus permitting deeper and narrower welds. PAW has higher welding speed ranges from 120 mm/min to 1000 mm/min. A variety of metals can be welded with part thicknesses less than 6 mm.
The high heat concentration can penetrate completely through the joint with thicknesses as much as 20 mm for some titanium and aluminium alloys. In the keyhole technique, the force of the plasma arc displaces the molten metal and produces a hole at the leading edge of the weld pool. Plasma-arc welding often is used rather than Gas Tungsten-arc welding for butt and lap joints because of its higher energy concentration, better arc stability and higher speed of welding. Proper training and skill are required for operator who works on this equipment.

